3.1
Pracovní postup zhotovení
3.1.1
Otiskování
Otiskování kombinovaných korunek probíhá nejčastěji za použití metody dvojího míchání, které předpokládá využití otiskovací hmoty dvojí konzistence. Na preparovaný zub se nejprve nanese otiskovací hmota s nižší viskozitou a následně druhá vrstva s vyšší viskozitou. Obě vrstvy se poté spojí během tuhnutí.
Další metodou otiskování je tzv. korekční otisk, který se zhotoví pomocí tuhého elastického silikonového materiálu, který je poté korigován v průběhu druhého otisku pomocí druhého matriálu konzistence řídkého krému. Tímto postupem se zvýší ostrost detailu prvního otisku.
3.1.2
Zhotovení pracovního modelu
Další důležitou fází při zhotovení fazetových korunek je zhotovení kvalitního děleného modelu. Z tohoto důvodu je nutné zhotovit pracovní modely, které umožňují vyjímání a opakované vrácení detailních modelů napreparovaných zubů zpět do modelu. Subgingivální partie modelu preparovaných zubů musí být přístupné pro precizní modelaci krčkového uzávěru. To nám umožňuje několik metod zhotovení. Např. metoda Pin systému, kde ke zvýšení přesnosti děleného modelu můžeme použít různé druhy vodících čepů – jednoduché či dvojité modelové čepy nebo vodicí čepy s kovovými či plastovými pouzdry. Dvojité modelové čepy zajišťují dobrou fixaci děleného pracovního modelu, zejména v těch částech modelu, kde je méně místa. Pouzdra zvyšují stabilitu čepu i po vícerém snímání. Dvojité vodící čepy také zabraňují otočení v podstavci.
Další metodou pro zhotovení kvalitního děleného modelu je pomocí repoziční destičky nebo Giroform. Metoda vodicích čepů a retenčních kroužků je v posledních letech již na ústupu.
V této části je nutné se zabývat modelovými materiály, které se používají při zhotovení děleného modelu. Na tyto materiály jsou kladeny vysoké nároky v oblasti objemových změn a tvarové přesnosti. Další neméně významné jsou požadavky kladené na pevnost, odolnost proti prasknutí a zlomení, povrchová tvrdost, odolnost vůči otěru, kompatibilita s otiskovacími a modelovacími materiály, dále pak jednoduché zpracování, vhodná barva, která usnadňuje orientaci v nejmenších detailech a kontrastuje s modelovacími hmotami.
Při zhotovení děleného modelu využíváme výhradně sádry typu IV, která tyto požadavky beze zbytku splňuje. [1,2]
Kromě děleného situačního modelu nesmíme zapomenout na další důležitý model a tím je model antagonální, což je model protilehlé čelisti. Tento model je důležitý zejména v těch situacích, kdy zhotovujeme náhradu v přesném okluzním a atrikulačním vztahu a tím následně dojde k bezproblémovému začlenění do stomatognátního systému.
3.1.3
Modelace náhrady z vosku.
Pokud je zhotoven kvalitní dělený model, který je jednou z podmínek zhotovení kvalitní náhrady, lze přistoupit k dalšímu kroku zhotovení a tím je vosková modelace primárního a části sekundárního pláště. Tato část kombinované korunky bude následně odlita kovovou slitinou. Ještě před modelací je důležité provést izolaci detailního modelu distančním lakem, který vytvoří prostor pro cement při fixaci korunky v ústech pacienta. Po této izolaci následuje zhotovení voskové kapny v termostatickém zásobníku vosku. Naizolovaný detailní model pahýlu je ponořen do vosku ve speciálním přístroji s termostatem, který udržuje permanentně optimální teplotu. Izolovaný sádrový pahýl se namáčí do voskové směsi a pomocí rotačního pohybu opět vyjímá ven. Dojde k vytvoření velmi přesné tenkostěnné kapny preparovaného pahýlu. Tyto vosky vykazují vysokou tvrdost při dostatečné elasticitě a nulovou kontrakci. Barva je většinou světlá a lehce transparentní, aby byl vidět okraj preparace.
Po této fázi následuje odříznutí kapny 1 mm nad hranicí schůdku a domodelování krčkové partie speciálním cervikálním voskem. Tyto vosky musí vykazovat minimální kontrakci a téměř nulové vnitřní pnutí. Z důvodu bezproblémového sejmutí voskového modelu z pahýlu musí mít i jistou elasticitu.
Další možností vytvoření kapny je použití tenkých termoplastických fólií, které vykazují vysokou pevnost v ohybu, povrchovou tvrdost, nízkou polymerační kontrakci a objemovou stabilitu i v tenké vrstvě.
Dalším krokem modelace je vytvoření orální, okluzní (incizální) a části aproximálních ploch ideálně pomocí voskového prefabrikátu. Při této modelaci je nutné zachovat anatomický tvar jednotlivých ploch, a zároveň vytvořit zabíhavé prostory okolo kapny z vestibulární části, které budou důležitou součástí retence plastu u kombinované korunky. Z vestibulární části dojde k modelaci retenčního rámečku v oblasti krčkové partie, který je důležité modelovat do tvaru písmene V. Pokud takto vymodelován není, pozbývá smyslu a retenční schopnost ztrácí. Pokud je retenční rámeček nefunkční, vzniká kapilární štěrbina. Fazeta se v tomto případě zbarvuje, vzniká nehygienický prostor a tím zánět měkkých tkání.
Incizální hrana korunky se z důvodu velké abraze plastu modeluje z kovu, zejména palatinálně u horního špičáku, který je tak chráněn před odlomením plastové fazety. Je potřeba dodržovat pravidlo, aby žádné vodící kontakty nebyly situovány do míst přechodu kovu a plastu, a tím se snížilo riziko poškození plastové fazety.
Vývoj kompozitních plastů vedl ke zlepšení mechanických vlastností a tím byla dána možnost fazetování v místech kontaktu s antagonisty plastem. Taková kovová konstrukce může být redukována a zvyšují se tak estetické parametry náhrady.
V případě použití voskových prefabrikátů je možný výběr ze široké nabídky sortimentu, který nabízí různé typy okluzních ploch, částí korunek apod.
Voskové prefabrikáty jsou vyrobeny z tvrdých vosků, které je potřeba individuálně velikostně upravit, domodelovat rozsah žvýkacích plošek a strmost hrbolků.
Využití voskových prefabrikátů je bezesporu velkou úsporou času při modelaci fazetové korunky. [1,4,6]
3.1.4
Retence plastu a kovu u fazetové korunky
Po zdárném domodelování primárního a časti sekundárního pláště fazetové korunky ve vosku, dojde k vytvoření mechanické retence pro budoucí plastovou fazetu. Tato mechanická retence je zajištěna, jak již bylo řečeno, retenční skříňkou, které je tvořena zabíhavými prostory okolo kapny, a zároveň retenčním rámečkem, který lemuje vestibulárně krčkový uzávěr. Dalším retenčním zařízením jsou retenční perly, které jsou umístěny na vestibulární ploše kapny tak, aby prostorově nevytvářely komplikaci při fazetování korunky plastem. Tyto plastové perly se fixují pomocí speciálního laku, kterým se vosková kapna potře a následně se umístí perly na vhodná místa. Tyto perly se po odlití korunky z dentální slitiny zbrousí na polovinu a tím se retence zvýší. [1,3]
+

Obr. 8. Voskový model kovové konstrukce fazetové korunky
3.1.5
Vtoková soustava
Po dokončení voskové modelace dojde k připojení vtokové soustavy. Vtoková soustava se skládá z několika částí a má specifické parametry podle druhu zvolené dentální kovové slitiny. Na zhotovení vtokové soustavy jsou použita vosková vlákna nebo voskové čepy, které musí být bezezbytku spalitelné a splňovat parametry licího vosku. Průměr připojovacího vtokového kanálu je 3-4 mm a je umístěný pod úhlem 45°do nejmohutnějšího místa voskové modelace z orální strany. Nejčastěji to bývá do okluzního hrbolku nebo sklovinného hrbolku. Poté se tato část připojí k hlavnímu licímu kanálu tak, aby tento kanál byl o 5 mm delší od připojovacího čepu. Takto připojená část se spojí s dalším vtokovým kanálem ve tvaru písmene V nebo T, který již bude končit v předtvaru licí prohlubně. Všechny přechody připojení jednotlivých kanálů jsou pozvolné a plynulé, vosková modelace je umístěna směrem krčkovým uzávěrem korunky vzhůru. Voskový objekt je umístěný tak, aby vzdálenost od stěny licího kroužku nebyla menší než 1 cm a vzdálenost ode dna kroužku také. Pokud bychom nedodrželi potřebné vzdálenosti, byl by ohrožen průběh a výsledek odlévání.
Následuje úprava licího kroužku pro zajištění objemových změn. Pokud budeme zhotovovat formu do licí manžety, kterou nebudeme snímat, je nutné vyložit licí manžetu keramickou páskou, která nám zajistí prostor pro expanzi při tuhnutí a zároveň tepelnou expanzi při vypalování formy v peci. [1,2,3]
3.1.6
Zatmelení
Další fází, která bude následovat, je zatmelení voskové modelace neboli zhotovení licí formy. Pro přípravu formovací hmoty použijeme pouze čisté a suché nástroje a míchací nádoby. Nečistoty a zbytky vody by měly nežádoucí vliv na mísící poměr a konzistenci připravované hmoty. Abychom prodloužili manipulační dobu namíchané směsi, je možno snížit teplotu jak expanzní tekutiny, tak používaných nástrojů a pomůcek. Formovací hmoty určené pro odlévání dentálních slitin musí splňovat kritéria, která vyplývají z technologických postupů přeměny voskového modelu ve finální odlitek. Základní vlastností dentálních slitin je, že při chladnutí kontrahují, proto ke zhotovení licí formy musí být použita formovací hmoty, která zajistí přesnou přeměnu voskového modelu na kovový odlitek přesné velikosti. Hlavním požadavkem na formovací hmotu je, aby dorovnávala svou expanzí kontrakci kovu. K expanzi formovací hmoty dochází při tuhnutí a následně při vypalování v peci. Největším podílem se na expanzi podílí směs křemene a jeho modifikací. Podle druhu použité slitiny použijeme formovací hmotu sádrovou, fosfátovou nebo ethylsilikátovou.
Poměr tekutiny a prášku je závislý na velikosti kontrakce použité slitiny. Expanze potřebná pro kvalitní výsledek je tvořena termickou a časovou expanzí. Expanzní tekutina umožňuje řízení expanze beze změn předehřívací teploty. Zvýšením koncentrace expanzní tekutiny se zvýší expanze formovací hmoty. Existuje několik možností, jak ovlivnit řízenou expanzi. Faktory ovlivňující řízenou expanzi jsou – mísící poměr prášku a tekutiny, mísící poměr expanzní tekutiny a destilované vody, intenzita a délka vakuového míchání a v neposlední řadě také předehřívací teplota licí formy.
Po úspěšném zhotovení licí formy umístíme tuto formu do digitálně řízené vypalovací pece, kde zvolíme příslušný program podle použité formovací hmoty. V první fázi dochází k vysoušení formy, druhou fází je vyhřívání formy a poslední fází je příprava na odlévání. [6]
+
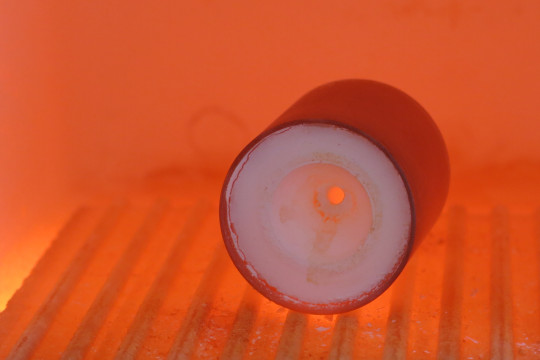
Obr. 9. Licí forma, která je dostatečně vyhřáta pro odlévání vhodnou slitinou
3.1.7
Odlití vypálené licí formy
Technologie odlévání dentálních slitin je založena na principu metody ztraceného vosku.
Po vypálení licí formy na požadovanou teplotu umístíme licí formu do licího aparátu a do speciálního licího kelímku vložíme potřebné množství slitiny. Toto množství zjistíme výpočtem násobením měrné hustoty slitiny kovu a váhou voskové modelace. Lze použít některou ze slitin kobaltchromových, případně ze slitin drahokovových. K odlití musí dojít v co nejkratším časovém intervalu, aby nedocházelo k nežádoucím objemovým změnám licí formy. Jak již bylo zmíněno, tavení slitiny probíhá ve speciálních kelímcích, které jsou zhotoveny ze žáruvzdorného materiálu (porcelán, grafit, křemičité sklo nebo směs oxidů zirkonia a hliníku). Slitinu lze tavit také několika způsoby, ať už je to plamenem, vysokofrekvenčním či indukčním proudem nebo světelným obloukem. Záleží, jaký licí přístroj budeme používat. Zde máme na výběr z několika možností. Licí přístroje mohou být odstředivé nebo vakuové. Po roztavení slitiny a odlití některým ze způsobů odlévání, dojde k přeměně voskového modelu v kovový odlitek. Po vyjmutí formy z licího přístroje ji necháme pozvolna zchladnout. [3,6,7]
3.1.8
Dekyvetace odlitku
Další fází, která následuje po odlití licí formy, je dekyvetace odlitku. Jde o vyjmutí odlitku z licího kroužku a formovací hmoty a následné očištění od povrchových oxidů. V této pracovní fázi používáme pískovač, který nám usnadní odstranit velkou část nečistot. Pro pískování používáme oxid hliníku různé zrnitosti. Pokud se nám nepodaří dokonalé očištění odlitku pomocí pískovače, lze zbytky formovacích hmot (zejména fosfátových), které pevně adherují na povrchu odlitku, dokončit v ultrazvukové čističce. [7]
+

Obr. 10. Povrch odlitku po dekyvetování z formy
3.1.9
Opracování a leštění
Po této fázi přistoupíme k opracování kovového odlitku, které zahájíme odříznutím vtokové soustavy na rychlobrusce. Poté budeme brousit kovový odlitek tvrdokovovými frézami různého tvaru a velikostí tak, abychom docílili hladkého povrchu. Zaměříme se na dokonalý a přesný krčkový uzávěr korunky a také svou pozornost směřujeme k místům, která nám zajišťují retenci mezi plastem a kovem. Tato místa jsou především retenční skříňka spolu se zabíhavými prostory okolo pahýlu korunky a také retenční perly. V této pracovní fázi je zbrousíme na polovinu jejich průměru, abychom retenci zvýšili.
Pokud opracování úspěšně proběhlo, dalším postupem je gumování a leštění odlitku. Po obroušení mohou zůstat na povrchu odlitku různé nerovnosti, které před závěrečným leštěním vyrovnáme gumováním. Používáme opět gumové rotační nástroje různých hrubostí a tvarů, které volíme podle potřeby. Poslední fází opracování je leštění odlitku pomocí speciálních past a rotačních kartáčů, které lze namontovat na stolní leštičku nebo přímo na mikromotor. Vždy je nutné dodržovat doporučený počet otáček, který výrobce uvádí, abychom předešli neúspěchům a poškození odlitku. [2]
+

Obr. 11. Vyleštěná kovová konstrukce fazetové korunky
3.1.10
Zhotovení plastové fazety
Po úspěšném dokončení opracování a vyleštění kovového odlitku, přejdeme k další fázi pracovního postupu a tím je zhotovení fazety. Ke zhotovení plastové fazety můžeme použít některých z druhů korunkových plastových materiálů. V tomto případě se budeme zabývat plasty zpracované volnou modelací. Zásadním kritériem při výběru materiálu bude pevnost a tvrdost, dále pak biokompatibilita, estetické vlastnosti a barevná stálost. Lze použít např. Superpont C+B, který je zástupcem metylmetakrylátového plastu, který obsahuje komonomer. Tento vysokovroucí monomer zajišťuje prodlouženou zpracovatelnost plastového těsta, které nevysychá a nestéká z modelu. Polymerace Superpontu C+B probíhá v hydropneumatickém polymerátoru při minimální teplotě 93 °C, tlaku 0,6MPa po dobu 15-20 min. Velkou výhodou tohoto postupu je úspora materiálu a času. Další variantou zhotovení plastové fazety by byl některý z typů kompozitních plastů, ale tím se budeme zabývat v tématu skeletová korunka. [6]
Pro kvalitu a životnost fazetových korunek je velmi důležitá vazba mezi kovem a estetickým pláštěm, tedy plastem. Tyto dva materiály mají odlišné hodnoty mechanické, fyzikální i tepelné. Největší úskalí představuje rozdílná tepelná roztažnost plastu a kovového podkladu, která je důvodem vzniku spáry mezi oběma materiály. Vzniklá spára může být branou pro pronikání částic potravy, tabákových zplodin či mikroorganismů. Následkem těchto vlivů může dojít k odloučení plastové fazety a tím i k znehodnocení fazetové korunky. Z těchto popsaných důvodů je kladen velký důraz na zajištění mechanické i chemické retence. [3,7]
+

Obr. 12. Opískovaná kovová konstrukce pro vytvoření kvalitní retence kov – plast
Při předpokladu zhotovení plastové fazety ze Superpontu C+B je prvním krokem barevná izolace kovového podkladu. Pro tento druh plastového materiálu použijeme universální podkladový a podbarvovací materiál Conalor, který se v současné době dodává v odstínech Vita. Stejné označení, které koresponduje s Conalorem má také zmíněný plast Superpont C+B. Prášek se smíchá se speciální tekutinou a vytvoří konzistenci řídké suspenze, která se pomocí štětce nanese na příslušná místa kovové konstrukce a vytvrdí se vysušením nad plamenem kahanu. [3,7]
+

Obr. 13. Podbarvení kovové konstrukce fazetové korunky
Mezitím si připravíme všechny odstíny plastového těsta. Jedná se o dentinový, cervikální a incizální. Jako první si naneseme dentinovou masu, a dotvarujeme do potřebného tvaru. Následuje vrstva incizální, která spolu s transparentní hmotou imituje sklovinu zubu. Další vrstvou je část cervikální. Snahou je plynulé napojení všech tří vrstev tak, abychom dosáhli esteticky uspokojivého výsledku. Fazetovou korunku dotvarujeme do anatomického tvaru a následně proběhne polymerace v hydropneumatickém polymerátoru podle přesného návodu výrobce materiálu. [6]
Po proběhlé polymeraci necháme výrobek zvolna zchladnout a přistoupíme k pracování. K tomuto kroku nám opět poslouží tvrdokovové frézy, kterými vyhladíme povrch fazety. Dále proběhne kontrola fazetové korunky na děleném modelu. V případě drobných odchylek od požadovaného výsledku lze zhotovit korekce vrstvení a potřebnou úpravu. Po ukončení fazetování plastem přistoupíme ke konečné úpravě povrchu fazety. Pomocí gumových rotačních nástrojů docílíme předleštění povrchu, které dokončíme pomocí rotačních kotoučů a kartáčů za pomocí abrazivního materiálu, který se nazývá pemza. Tento abrazivní materiál je jemně mletá ztuhlá láva obsahující směs křemíku, vápníku, železa oxidů uhlíku, magnezia a silikátů. Pemza se mísí s vodou, vzniká kaše řídké konzistence, která se nanáší na kartáče a roztírá se po povrchu náhrady. [7]
Pro konečné leštění plastu používáme přírodní materiál plavená křída, což je jedna z forem krystalického vápence. Ve směsi s vodou slouží k doleštění plastové fazety do vysokého lesku.
Výsledný výrobek ještě doleštíme některou z universálních past, které dokonale vyleští a zhomogenizují jak plastovou fazetu, tak kovovou část korunky. Výsledný efekt by měl splňovat všechny atributy estetické náhrady. [6]
+

Obr. 14. Konečná podoba fazetové korunky před odevzdáním pacientovi
Video 2. Video fazetová korunka