1.3
Upnutí obrobku
1.3.1
Sklíčidlo
Na univerzálním soustruhu používáme k uchycení obrobku nejčastěji tříčelisťové sklíčidlo.. Funguje podobně jako sklíčidlo na vrtačce, které již znáte z dřívějška. Současně ovládáme tři čelisti, takže zajištěno ustavení obrobku přesně do osy rotace
+

Obr. 32. Obecné upnutí obrobku ve sklíčidle
Tři čelisti se k sobě rovnoměrně stahují najednou a upínají obrobek v ose otáčení. To, jak precizně je obrobek vystředěn, záleží na operátorovi stroje.
+

Obr. 33. Tříčelisťové sklíčidlo
Vezměte si křídu a postupně ji přibližuje k obvodu obrobku. Jakmile udělá křída slabou značku dotekem, soustruh zastavte. Podívejte se, kde je značka od křídy. Toto místo nyní nejvíc vyčnívá z osy otáčení. Sem uhoďte paličkou. Je dobré se při úderu paličkou obrobku dotýkat rukou, abyste cítili, o kolik se posunul. Opakujte tento postup, dokud se křída nebude obkreslovat po celém obvodu. Přesnost tohoto postupu je asi 0,1 mm. Pro přesnější upnutí potřebujete mít obrobené plochy na obvodu. Poté vystřeďte úchylkoměrem (probereme v následující kapitole).
Čtyři čelisti jsou schválně uloženy každá zvlášť, čímž operátorovi soustruhu umožnují určit si, kde chce mít osu symetrie obrobku, nezávisle na jeho tvaru. Můžeme takto upínat nerotační součásti.
+
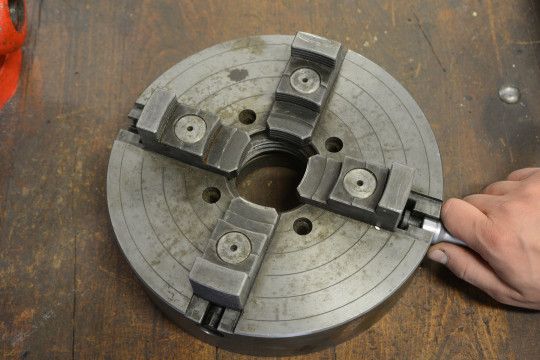
Obr. 34. Čtyřčelisťové sklíčidlo
Při upínání do sklíčidla vsuneme obrobek hluboko tak, abychom ho drželi zhruba v místě těžiště. Zároveň ale chceme, aby ze sklíčidla při soustružení bez podpěry hrotu nevyčnívalo více než asi 30 mm materiálu. Při obrábění delšího obrobku nebo obrobku s malým průměrem dochází k vibracím a je možné obrobek nebo nůž i zlomit. To všechno záleží na zkušenosti obráběče.
Pokud je obrobek delší než asi 80 mm, je vhodné využít hrot pro podepření, což si popíšeme v následujícím oddílu této kapitoly. Upnutí v samotném sklíčidle je vhodné pro objekty, u nichž poměr průměru a délky vyčnívající části je maximálně 1 : 1 a celková délka nepřesáhne 100 mm.
+
Obr. 35. Správné upnutí ve sklíčidle – obrobek nevyčnívá a je uchycen blízko těžiště
+

Obr. 36. Obrobek vyčnívá ze sklíčidla, hrozí vylomení nožem ven
Sklíčidlo dokáže na obrobek vyvinout velký upínací tlak. Při přílišném utáhnutí zanechává i v konstrukční oceli otisky. Při upínání hliníku a mědi je třeba sledovat, jestli už obrobek nepoškozujeme. Při slabé síle upnutí bude naopak obrobek sklouzávat pod tlakem nože do sklíčidla. Tím, jak při soustružení nůž tlačí na obrobek, bude obrobek „utíkat“ od nože. Toto způsobuje chybu měření, kdy výrobek obrobíte podle pravítek méně, než stroj ukazuje. Řešení je odebírat menší třísku nebo více utáhnout sklíčidlo.
Video 2. Ukázka utíkání obrobku do sklíčidla během příliš hrubého soustružení
+

Obr. 37. Otlačená ocel od čelistí
Při upínání do tříčelisťového sklíčidla je velmi těžké znovu stejně upnout již jednou vyjmutý výrobek. Pomůže si na obrobek a sklíčidlo udělat značku a vkládat obrobek stejně natočený, jako jsme ho vyjmuli.
Přesnost upnutí se také zvýší, když používáme stále stejnou díru pro kličku. Na některých modelech sklíčidel je díra pro kličku pouze jedna, ale většinou jsou zde tři. Jednu, ideálně s označením nula, si vyberte a udělejte na ni fixem značku. Pro malé průměry obrobku je tento postup doporučen.
Některá sklíčidla v naší dílně mají na čelistech vnější drážkování. Můžete tak do nich upínat trubky za vnitřní průměr.
+

Obr. 38. Upnutí obrobku za vnitřní průměr
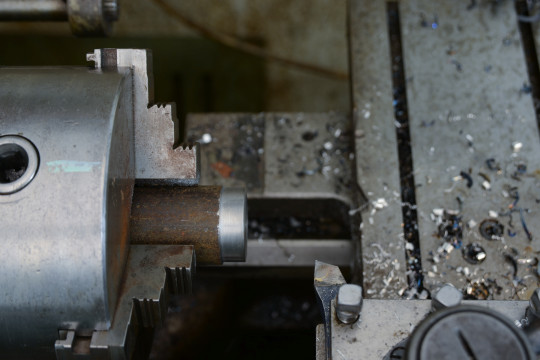
Vyrábí se čelisti, které jsou obrácené a slouží pro upínání větších obrobků. Jak se tyto čelisti vyměňují? Budete točit kličkou proti směru hodinových ručiček a postupně tak zvětšovat upínací průměr. Až úplně vytočíte šnek, který drží čelisti, budou postupně po jedné vypadávat ze sklíčidla. Dejte si pozor, kam padají a raději je chytněte. Zpátky musíte dodržet stejné pořadí jejich uložení. Čelisti jsou očíslované I, II a III. V tomto pořadí se musí chytnout ve šneku. Nejdříve vložte první, a až se chytne do uložení, postupně utahujte sklíčidlo a připravte si druhou a následně třetí.
+
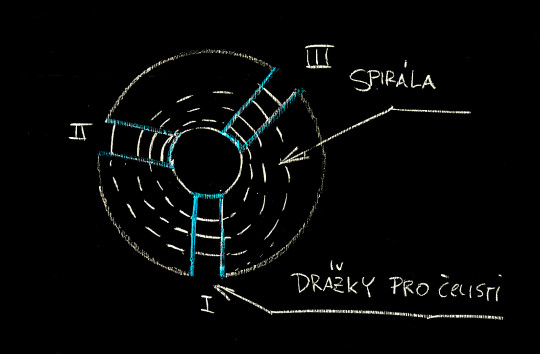
Obr. 39. Schéma sklíčidla s popisky
Do tříčelisťového sklíčidla lze upínat i osově nesouměrné obrobky. Pro nás je praktické se naučit v soustruhu upínat hranoly. V soustruhu lze rychle sjednotit povrch, případně zmenšit rozměry hranolu. Výborně se také hodí pro začištění a oříznutí kolmé plochy na nařezaných jeklech.
Souhrn
- Použít kličku pouze na utažení/povolení a pak ji vyndat.
- Sklíčidlo má házivost v řádu 0,1 mm, vyndáváme proto obrobek až po dokončení výrobku. Každé zbytečné vyjmutí znamená znovu ustavit obrobek ve sklíčidle.
- Pro zvýšení přesnosti sklíčidla používejte díru na kličku označenou nula, případně jinou, ale pořád tu samou díru. Udělejte si na obrobek značku a upínejte jej ve stejném úhlu. Pomůže vám to vyrovnávat házivost sklíčidla.
- Upnutí do samotného sklíčidla je vhodné pro krátké obrobky. Tenký nebo dlouhý obrobek se bude při obrábění prohýbat. Prohnutý obrobek pruží a může zničit ostří nože nebo vyskočit vibracemi ze sklíčidla.
1.3.2
Sklíčidlo a hrot
Hrotem takzvaně upíchneme obrobek v případě, že potřebujeme zvýšit tuhost soustavy stroj – obrobek. Ve sklíčidle stále držíme obrobek, ale změna oproti předchozí kapitole je, že teď ho držíme jenom za malé množství materiálu. Upínejte obrobek alespoň za 5 mm materiálu ve sklíčidle o průměru 200 mm. Pokud budete mít lehký, vyvážený obrobek a sklíčidlo menší a ostré čelisti, je možné uchytit jej i za méně, ale záleží na zkušenostech obráběče. Druhá strana obrobku má v sobě vyvrtaný tzv. středicí důlek a v něm opřený hrot.
+
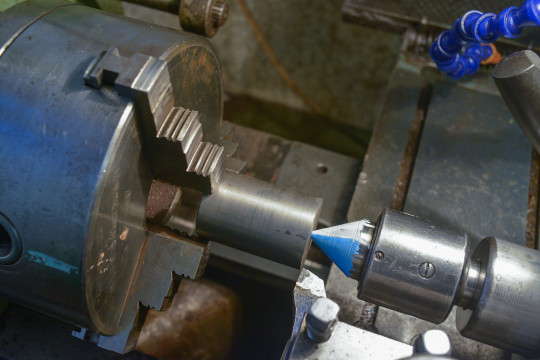
Obr. 40. Upíchnutí obrobku středicím hrotem
+
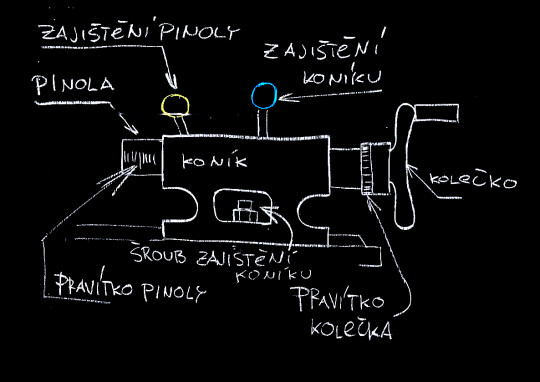
Obr. 41. Popis koníku
Souhrn
Postup upnutí obrobku mezi sklíčidlo a hrot
- Ideálně začistěte čelní plochu obrobku, ale není to nutné.
- Nárazem vložte do koníku sklíčidlo s vhodně velkým středicím vrtákem.
- Odbrzděte obě páky na koníku.
- Přijeďte koníkem k obrobku až na dosah vrtáku a zabrzděte posuv koníku.
- Velmi pomalu vrtejte středicí důlek. Správná rychlost se pozná tak, že se tvoří spirálovitá tříska při vrtání.
- Po vyvrtání důlku s kuželem odtočte pinolu koníku až na konec a sklíčidlo vyskočí samo z uchycení.
- Vytočte pinolu ven asi o 20 mm.
- Vložte nárazem otočný hrot.
- Přijeďte koníkem k obrobku až na dosah hrotu a zabrzděte posuv koníku.
- Přitlačte hrot do kuželového otvoru otáčením kolečkem a zabrzděte pinolu.
+

Obr. 42. Co je všechno potřeba připravit na upíchnutí obrobku hrotem
1.3.2.1
Hrot
Hrot je kužel uložený ve vřeteníku. Působí na něj velká radiální i axiální síla. Takovému hrotu, který budeme používat nejčastěji, říkáme otočný hrot. Hrot musí být po celou dobu obrábění v těsném kontaktu s obrobkem. Ten je o něj velkou silou zapřený a hrot drží celý tlak, kterým tlačí nůž při obrábění na obrobek. Pokud vlivem skluzu zaleze obrobek do sklíčidla, ztratí hrot kontakt s obrobkem a ten se při obrábění okamžitě vylomí z čelistí ven.
+
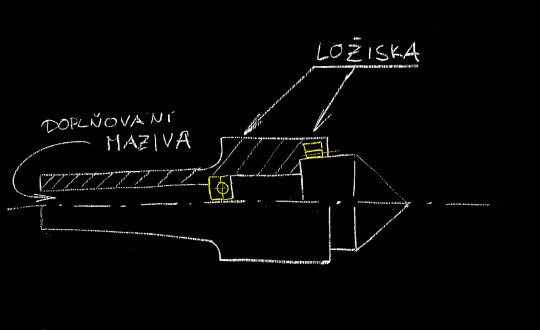
Obr. 43. Řez hrotem
Souhrn
Při obrábění pod hrotem stále kontrolujte, jestli se hrot otáčí. Je dobré mít na hrotu olejovým fixem nakreslené značky, například střídání modré a bíle po ¼ obvodu kužele. Kdyby se kužel náhodou zastavil, bude to hned vidět. Při ztrátě kontaktu, je třeba ihned přerušit obrábění.
+

Obr. 44. Značky pro ilustraci otáčení hrotu
Při hrubování, kdy nůž díky hrubé třísce vytváří na obrobek největší tlak, pomůže držet v jedné ruce ruční kolečko koníku a mírným otáčením přitlačovat hrot na obrobek, který může mírně klouzat do sklíčidla. Toto by se ale obecně stávat nemělo a je naším cílem seřídit stroj tak, aby obrobek zůstal na místě.
1.3.2.2
Navrtání středicího důlku
Středící důlek je normalizovaný kužel, který vrtáme pomocí středicího vrtáku.
+

Obr. 45. Středicí vrtáky různých velikostí
Jak vidíte, středicí vrtáky se vyrábí v celé škále velikostí. Důlek děláme vždy co nejmenší možný. Je to řemeslný zvyk, dělat tento důlek nenápadný. Někdy se po dokončení součásti důlky odsoustruží. Můžete si všimnout, jak na mnoha výrobcích tyto středicí důlky zůstaly. Namátkou: poloosy v autě, kliková hřídel spalovacího motoru, hřídel elektromotoru, utahovací klička.
+
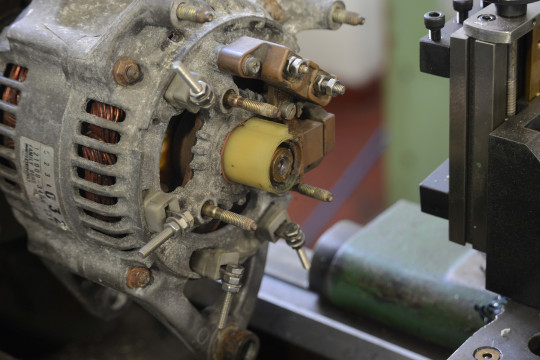
Obr. 46. Příklady středicích důlků z praxe – hřídel alternátoru z auta
+

Obr. 47. Příklady středicích důlků z praxe – hřídel na děličce k frézce
+

Obr. 48. Příklady středicích důlků z praxe – osa na strojním svěráku
+

Obr. 49. Příklady středicích důlků z praxe – poloosa z auta
Středicí vrtáky se vyrábí v řadě velikostí, vždycky si volíme velikost kužele úměrně velikosti finálního obrobku.
+
Obr. 50. Různé velikosti středicích vrtáků
Středicí vrták má naváděcí válcovou část, za kterou následuje kuželovitá část. Kužel středicího vrtáku je normalizovaný. Je třeba vrtat středicím vrtákem tak hluboko, aby se vytvořil vnitřní kuželovitý důlek, o který se právě opře otočný hrot.
Zajímavost
Pokud byste navrtali jen válcový otvor, o který by se následně opíral hrot, tak se hrany otvoru zmáčknou a vznikne vůle. Tato vůle způsobí zastavení hrotu a při soustružení vyhodí nůž obrobek ven z upnutí.
+
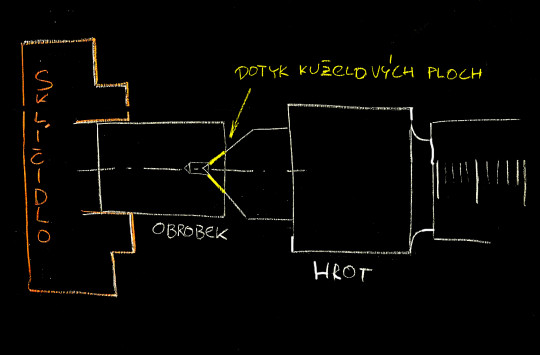
Obr. 51. Důlek v řezu s otočným hrotem
1.3.3
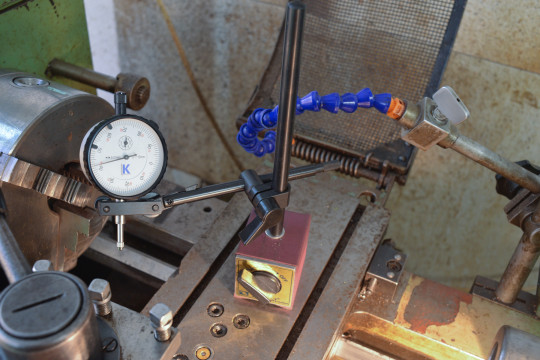
Indikace obrobku pomocí úchylkoměru
+

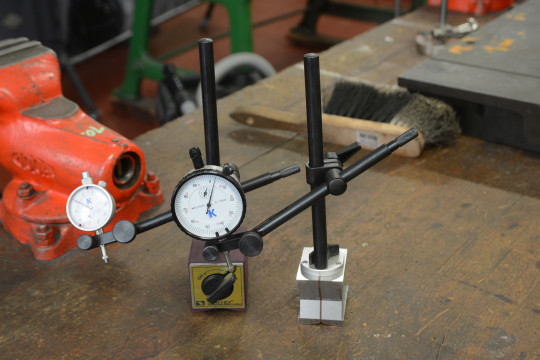
Obr. 52. Úchylkoměry všech druhů
Úchylkoměr se také někdy nazývá indikátor a někteří soustružníci mu říkají hodinky. Jedná se o měřicí přístroj, který v nějaké formě vždy má číselník a měřicí hrot. Jak zatlačujeme měřicí hrot, ukazuje se na číselníku ručičkou, o kolik se hrot posunul. Existuje i digitální úchylkoměr, který se používá stejně, jen místo číselníku ukazuje hodnoty na LCD displeji. Na měřicím hrotu bývá kulička, která se odvaluje po měřeném povrchu. Úchylkoměrem měříme v řádu přesností setin mm. Pro měření je třeba povrch zbavit koroze a nerovností, abychom indikační hrot nepoškodili. Čím je povrch čistší, tím přesnější měření bude, a je tedy dobré povrch osoustružit.
+

Obr. 53. Úchylkoměr při měření na opracované ploše
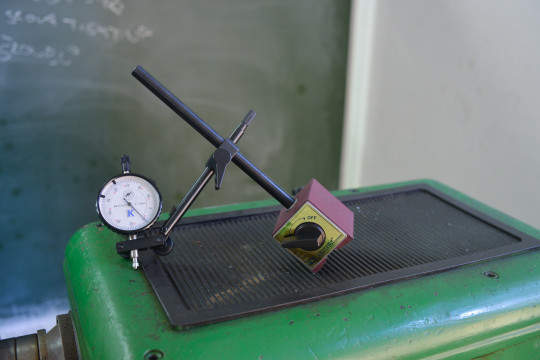
Úchylkoměr můžeme umístit do soustruhu na magnetický stojánek. V magnetickém stojánku je stíněný magnet, když otočíte páčku do polohy zapnuto, stojánek se velmi pevně přichytí k litinovým a ocelovým částem soustruhu.
+
+
Obr. 54. Magnetický stojánek
Zajímavost
Pozor, horní odkládací plocha na převodové skříni soustruhu bývá hliníková. Je to proto, aby se při pokládání nepoškodily nástroje a obrobky. Hliník je měkký, ale nemagnetický. Při položení na víko převodovky se magnetický stojánek s úchylkoměrem převáží a spadne. Při pádu do sklíčidla může letící stojánek někoho zranit, ale hlavně se poškodí broušené plochy stojánku a indikátor se rozbije
+
Obr. 55. Padající magnetický stojánek
V úchylkoměru je hřebenový převod, který otáčí velkou ručičkou. Ta pak přes sadu ozubených kol otáčí menší ručičkou v přesném poměru otáček. Velká ručička ukazuje setiny mm na dílek a malá desetiny mm na dílek. Měřítko se může měnit, a proto je třeba se vždy podívat, jaký úchylkoměr používáme.
Souhrn
Úchylkoměrem indukujeme umístění obrobku ve sklíčidle. Pokud je objekt ve sklíčidle již válcově obroben, snažíme se minimalizovat výchylku na všechny strany pomocí úderů paličkou. Měli bychom dokázat vycentrovat obrobek na přesnost shodnou s házivostí sklíčidla. Když upínáme hrubý polotovar, snažíme se snížit výchylku indikátoru na úroveň nepřesností povrchu.
Pro vyrovnání používáme paličku hliníkovou a pro větší energii úderu měděnou, která je těžší. Paličky z barevných kovů nemůžou ocelový obrobek poškodit ani poškrábat.
Zajímavost
Pozor sklíčidlo v soustruhu není také přesně umístěno a má určitou stranovou výchylku. Té říkáme házivost vřetene. Je třeba úchylkoměrem změřit tuto výchylku, protože ta určuje, jak nejlépe můžeme obrobek vystředit. Další částí problému házivosti je stav a kvalita upínacích čelistí. Opotřebované čelisti nedokáží obrobek pod zatížením udržet a ten se v nich bude různě pohybovat.